Tuba overhaul
Stage #4
Dent Work
Large branches

We are now at the stage where the more dramatic damage
is tended to. The process of removing dents from large branches or bows
is slow and tedious. The primary tools used are steel hammers, rawhide mallets and 3/4 inch thick steel rods
with threaded ends onto which we place an assortment of steel balls and barrels
of many different sizes and shapes.

The rod is fixed in a bench vice with the properly selected size fixture on its end.

The branch is slipped over the tool with the ball located under the dent. The dent is then pushed down onto the tool and through careful manipulation the dent rises. In the case of this rather extreme damage, a smaller fixture is used because there is not enough room for the larger dent balls to fit under the damage. If a larger ball were forced in to such a tight fit it would stretch the brass before the dent would give, creating additional surface area that needs to go somewhere. By starting small and working our way up, we are able to raise the dent without causing more distortion than is absolutely necessary.

With the use of a rawhide mallet, the tighter creases
and ridges in the dent are knocked down while at the same time the lower
spots are raised.

It is expected that when sheet brass is folded to such
an extreme it will crack somewhere along the line.

Now that the tube is open enough to get the proper tooling
in place, I start with this bullet shaped dent ball. The rounded end allows
for the dent to be softened enough to move on to the next stage.

The branch has been straightened to the point that any
splitting can be repaired prior to starting the finer, more detailed dent
work .

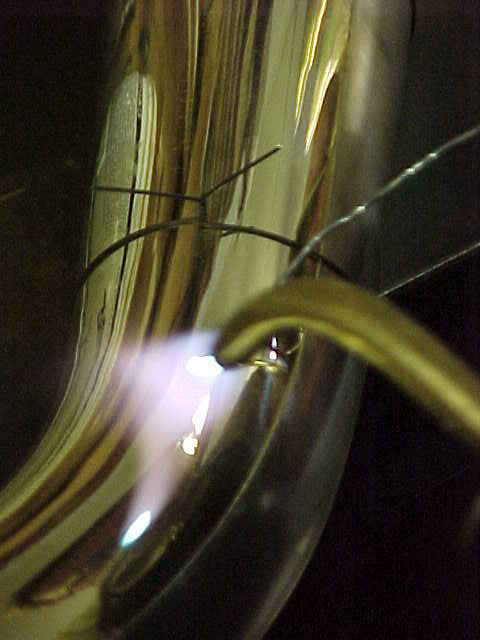
Before we start silver soldering, holes and cracks that
have occurred are ground out to expose clean brass. This allows for better
penetration of the borax flux and good fusion of the silver solder
and brass.

Silver soldering or brazing is a skill that takes a lot of practice. A good quality job should be stronger then the surrounding material. I use an oxy-acetylene jeweler's torch. Good technique is a necessity in order to achieve a good final product.

Once the bows are free of any holes or cracks the finer
level of dent work starts.

This is the stage that requires a good deal of skill and
an eye for detail. Proper lighting is a must.

The goal is to make the branches as smooth as the day
they were made, both in appearance and feel. When completed there should
be no bumps or waves to be seen.

The top of the branch is out of reach using dent rods
and can only be addressed using barrel shaped dent balls. These are worked
under the dent and with the use of the proper dent hammer, the high spots
of the dent are brought down at the same time the low areas are raised.
This process is slow and difficult but the results speak for themselves.

The bottom bows are worked much the same as the top bows,
however, dent barrels are not used. Once the big dents are raised using the
rods, the bows are worked on the dent machine to achieve a smooth final
contour.

Using the dent machine, a barrel shaped ball is supported
on a large mandrel internally . The bow is then run between the ball and
the roller seen on the outside.

Here are some of the additional attachments that we use which help us achieve the smoothest contour possible. When all is said and done, that is its function, to help make things smooth. Really, the name "Dent Machine" is a tad misleading, the Z-60 is used more for smoothing the metal than for raising dents. Hammers and dent balls just don't get it there when you're dealing with large surface areas.

Satisfied with the dent work done so far, the large branches are sanded and polished. This will allow any overlooked distortions to be detected and addressed before ferrules and moldings are installed.

This is also the stage when the obvious scratches and blemishes are removed as it will be much more difficult to do when the instrument is assembled.

New guards are ordered from Mirafone. These need to be trimmed and fit prior to mounting.

The moldings are properly fit and lightly wired into
place.

Having the guards properly in place, they solder on with
no great difficulty.
Notice the cleanliness of the parts as they are being
soldered, this is the key to doing good, neat solder work.

You will know if the parts are well fitted, they will
only require a few wires to hold it fast against the branch without gapping.
This being the case, the solder will flow and flow.....

Once the guard molding is on, the large ferrules are installed
and finally the keels are mounted onto the bottom bows. The dent removal process
applied to the largest branches is for the most part duplicated when dealing
with the third and fourth inside branches.
HOME | SALES | GALLERY | EMAIL